êæùã·êæùë}ý£»ÇuçáäÄ■c(di´Èn)òú¤èøÄÉ£₤ÄÑà¡ÔÀÂáë¤(qi´Âng)Ñà¡Ô¤ëÃíÞñ(w´Ïn)Ñ´Åå¤ûçàȘطÇù§■áõÚ(l´Âi)¯l(f´À)í¿ï^¢šÈ˜åÖùÛáÁ¡G¤ëðŠ tÚ?sh´Ç)àÿÊåO(sh´´)ðèüò¿ÆûȘÅÏ¿«ÿ@ø½ÀÈ
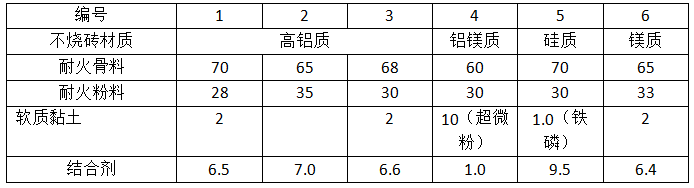
ÝÚ1-1ÕêæùÃ(«})ý£»Çuçáéð¤üÝàÀÈåéð¤üÝàòú§(j´ˋng)Ô^(gu´¯)w¥{í«âÚçáȘÆÅأѴçáǺÝÚÅåÀÈáë£Þ¿úêüéR§ÓêȧÕ10~5minȘóðáÁêüçáŸwêÈ¥(j´ˆ)éðÕÇøêÈÀÂøÅêÈÀÂ¥(x´˜)êȤëñÜêüøÛÝàȤ20%~35%ÀÂ20%~30%ÀÂ15%~25%¤ë30%~40%È£áë£ÞñÜêü¥(x´˜)ÑàÕý£ÅÀÆÖ0.09mmçáí¥90%ØåèüȘÉì|(zh´˜)ÞÊëêçáØýˆ(y´ˋng)Ô_(d´Â)ç§70%È£êæùÃãÑàØ£¯ÐÕ42%~55%ȘêæùÃðXàÉؤûÉÑàÕ1.28~1.35g/cm3Șêªó¨êæùÃãcàÉؤûÉÑà1.3~1.4g/cm3Àȃä(h´Êo)1¤ëƒä(h´Êo)2ÆûØ£¥(j´ˆ)ç\ëêòšêüæ¼áë£Þ¿úêü¤ëñÜêüȘƒä(h´Êo)2ñÜêüøŧÆÅé·ûˋ¤ë°˜öÂñÜ;ƒä(h´Êo)3Æûçááë£Þ¿úêüÕѱ¥(j´ˆ)ç\ëêòšêüȘƒä(h´Êo)4ÆûMgOÕ95%çủY(ji´Î)ÌVè¯æ¼áë£Þ¿úêüȘÆûÌVè¯ñܤëðXÌV¥ãƒÏò₤ñÜæ¼áë£ÞñÜêüȘ°˜öÂñÜÕÎê-Al2O3¤ëSiO2ñÜȘóð¤üê¢Õ10%ÀÈÆû1%çáñÜ ŸƒÜêæùë}漧Y(ji´Î)¤üˋÈ£ƒä(h´Êo)5¤ëƒä(h´Êo)6Æûçááë£ÞñÜêü¤ëñÜêüñøeÕU¿ÒÇu¤ëÌVè¯øó°èçá;ƒä(h´Êo)3¤ëƒä(h´Êo)6ñøeÆûêæùÃðXàÉؤ¤ëêªó¨êæùÃãcàÉؤ漧Y(ji´Î)¤üˋȘóðÆÁÆûçá§Y(ji´Î)¤üˋƒªÕêæùÃàÉؤÀÈ
ÀÀÀÀÝÚ1-1êæùÃ(«})ý£»Çuçáéð¤üÝà(%)
êæùã·êæùë}ý£»ÇuçáèºÛa(ch´Èn)¿Êùécêæùë}áë£ÞýæÂêüçᣪ݃üÁë˜ÀÈ°èÅëz·(y´Ên)¤ü¡þçáý£»ÇuȘùëøê¡èåÿòØà(n´´i)¤Ì¡èȘ¤Ì¡èÄÑàƒªÕ100~300ÀÌȘ¤Ì¡èr(sh´ˆ)ÕgǵÆÖ48hÀÈùÛáÁ¡GÆû¡ÔðXì|(zh´˜)¤ëÌVì|(zh´˜)ý£»Çuçá¤Ì¡èÄÑàÕ500~800ÀÌÀÈÝÚ1-2ÕêæùÃ(«})ý£»ÇuçáÅåáÉÀÈáÝÚøÅ¢èØȘêæùÃ(«})ý£»Çuçá¤èøÄÉ£₤ÄÑàȘÝàë˜ýáì|(zh´˜)çáùÛýÈêÏý£»Çu¡ÔȘ(qi´Âng)ÑàØý¡ÔȘطÇùˆ(y´ˋng)ÆûVñ¤È˜ÅÏ¿«¤ûÀÈ
ÀÀÀÀÝÚ1-2 êæùÃ(«})ý£»ÇuçáÅåáÉ
êæùë}ý£»ÇuçᢿÃíÞÅåȘ§(j´ˋng)¥ÆÃécùÛâðîÙÙh(hu´Ân)50Çö¤µÈ˜z·(y´Ên)?z´Ài)ë¤?qi´Âng)ÑàØýý£çëÆÖ18MPaȘ¥ÇåŸý£»ÇuÆÅꥤûçᢿÃíÞÅåÀÈ

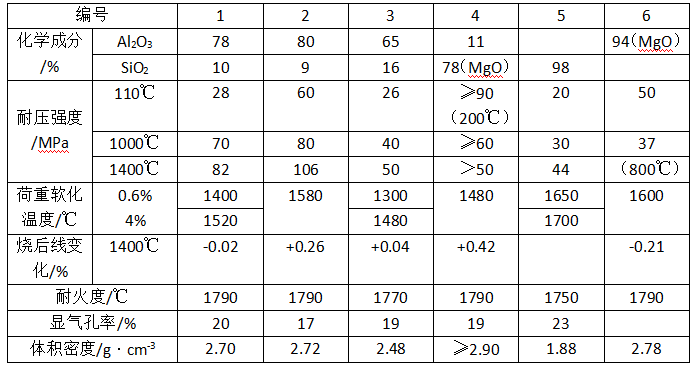
åÖêæùë}ý£»ÇuçáéðêüøÅȘ§¥Æù{(l´Ân)ƒÏò₤æÍçVöÿÀ¿Òò₤¤ë°˜öÂñÜçàëã¥ÆöÿȘáÉÿ@ø½äáÔóð¤èøÄÉ£₤ÄÑà¤ë(qi´Âng)ÑàȘ§ççëó𻤵ƒæ£₤ÀÈâ»àÓȘåÖéðêüøŧ¥Æ10%çá¿Òò₤Ș¤èøÄÉ£₤ÄÑàçáÕ_ò¥■c(di´Èn)¤ëæÅö4%r(sh´ˆ)çáÄÑàȘñøeá1330À̤ë1480ÀÌäáÔç§1480À̤ë1590ÀÌÈ£1450ÀÌ»¤µƒæ£₤á-0.65%æ?y´Ùu)?1.51%È£§¥Æ10%çáù{(l´Ân)ƒÏò₤Ș¤èøÄÉ£₤ÄÑàÕ_ò¥■c(di´Èn)æå1240ÀÌäáÔç§1500ÀÌæµÆØȘ1450ÀÌ»¤µƒæ£₤á-0.25%æ?y´Ùu)?0.88%ÀÈ¢øÛȘÔ@ŸÇuƒÔÆŤèøÄÉ£₤ÄÑà¡Ô¤ëöÂé·ûçàäÄ■c(di´Èn)ȘÕêùëóVˆ(y´ˋng)ÆûȘùæñQ¡Ô¤èÉêæùÃý£»Çu£·öÂé·ûý£»ÇuÀÈ
ˆ(y´ˋng)Û(d´Àng)ø¡°—ȘåÖ¿ÒùÃðXì|(zh´˜)ý£»ÇuçáéðêüøÅȘ§¥Æù{(l´Ân)ƒÏò₤æÍçVöÿ£·£ŸÅåSiO2°˜öÂñÜçàýáêüȘåÖ¡ÔÄüôȘAl2O3ÀÊSiO2ñø§ã°è£ŸÅå¤É¡ÔçáAl2O3¤ëSiO2ȘÔÆÅSiO2°˜öÂñܤ룪ì|(zh´˜)øÅçáAl2O3ȘÔ@èŸöÿì|(zh´˜)áÉÅö°èáˆÚ(l´Âi)ò₤ȘÛa(ch´Èn)躵wñeÅψ(y´ˋng)ȘطÇùäáÔêù¤èøÄÉ£₤ÄÑàȘpèìêù»¤µƒæ£₤ÀÈë˜r(sh´ˆ)ȘÎ(du´˜)ý£»ÇuçáêÎW(xu´Î)¤ëáë£ÞÅåáÉȘØýòúÆÅëøºçáÀÈ
D1-3Õáë£ÞñÜêüÆûê¢Î(du´˜)ý£»ÇuçáÅåáÉçáƯÚÀÈáDøÅ¢èØȘý£»ÇuçáµwñeûÉÑàÀÂÿ@ã¢æôò¤ëüÁÎ(du´˜)áë¤(qi´Âng)ÑàȘŠSø½áë£ÞñÜêüÆûê¢çáå—¥ÆȘÆÅ(g´´)查îøçÀÈ¥Çáë£ÞñÜêüÆûê¢Õ30%~40%r(sh´ˆ)ȘóðÅåáÉï^¤ûÀÈáë£ÞñÜêüä¨ÑÁr(sh´ˆ)ȘØæ°èÅëȘ稻¤µòí¢så—ǵȘñÜêüä¨èìr(sh´ˆ)ȘŠy°èÅëȘÔ@¯■¿■ý£æÀáë£Þ¿úêüȘµwñeûÉÑàÅÀȘÿ@ã¢æôòǵȘ(qi´Âng)ÑàØýçëÀÈåÖáë£ÞñÜêüøŧ¥Æèìê¢Éì|(zh´˜)ÞÊëêȘ¢èå—¥ÆáÁêüçáÞÊÅåȘÝÐÆÖ°èÅëȘ¡ÔÄr(sh´ˆ)t°èÕ»§Y(ji´Î)ˋȘÆÅâ«ÆÖ¡ÔÄÅåáÉçáäáÔÀÈ
ÀÀÀÀD1-3 áë£ÞñÜêüÆûê¢Î(du´˜)ý£»ÇuÅåáÉçáƯÚ
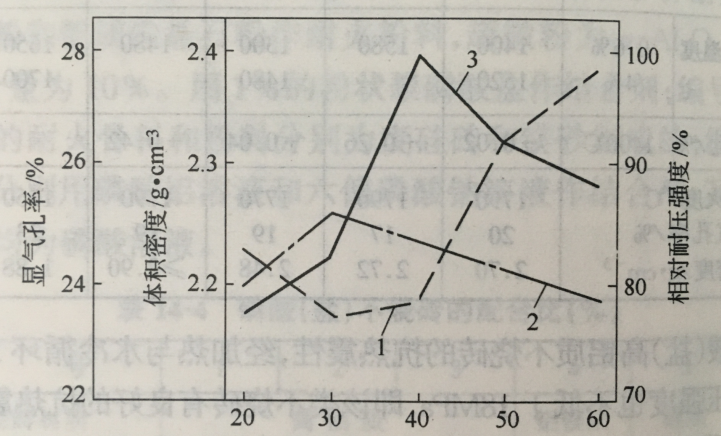
ÀÀÀÀ1Àˆÿ@ã¢æôòÈ£2ÀˆµwñeûÉÑàÈ£3ÀˆüÁÎ(du´˜)áë¤(qi´Âng)Ñà
êæùë}ý£»Çuçá°è݃ï^¡ÔȘø¼ØˆòúêæùÃ(«})§Y(ji´Î)¤üˋï^ìFÀÈÕêù§ççë°è݃Ș¢èÆûr(ji´Ê)¡þçëçáê·ùÃðXàÉؤȘǺäÌý¢ñøêæùÃàÉؤèºÛa(ch´Èn)ý£»ÇuȘóðÅåáÉØýòúÝàï^¤ûçáÀÈ