預制塊和不燒磚是不定形耐火材料中的定型產品,是具有優良性能的不燒或輕燒制品,是發展快、應用廣的新型材料。
預制塊亦稱為預制件,屬于不定形耐火材料范疇。其原因是不燒磚的原料組成、配制原則、結合劑和外加劑的使用,均與不定形耐火材料的基本相同,且為不燒或輕燒制品。該類制品,與現場施工的不定形耐火材料相比,具有外形尺寸準確、性能穩定、施工周期短和成本低廉等優點:與燒成耐火磚相比,制品成品率高,不用燒成窯爐,可節約能源,生產成本低和性能優良。所以,預制塊和不燒磚有廣闊的發展前途。
不定形耐火材料預制塊,主要用耐火澆注料和耐火可塑料等材料制作,其分類有澆注料預制塊和可塑料預制塊:有鋁酸鹽水泥、水玻璃、磷酸及磷酸鋁、粘土結合和低水泥等結合劑預制塊:按骨料品種分為高鋁質、粘土質、硅質和剛玉質等預制塊:按成型方法分為振動成型、振動加壓成型和搗打成型預制塊:預制塊的質量有幾十公斤到幾噸的,因此分為大型、中型和小型預制塊:預制塊有配鋼筋和錨固件的,所以又分為普通預制塊、鋼筋預制塊和錨固件預制塊等。

在工業窯爐和熱工設備中,采用預制塊筑爐,能實現機械化吊裝,省人節力,縮短施工工期,提高爐子作業率。
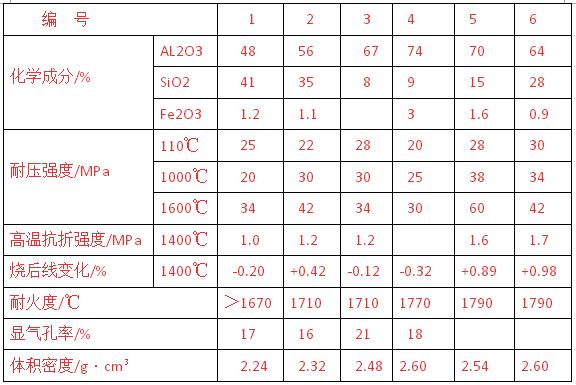
應當指出,凡是耐火澆注料和耐火可塑料等材料,均可作預制塊。由于生產條件比現場施工好,因此性能也有所提高,一般可參見前述有關性能。現舉例,(見下表)。編號1和編號2為CA-50水泥和磷酸粘土質澆注料預制塊,其骨料為小于10mm的粘土熟料顆粒70%,小于0.09mm的高鋁粉分別為15%和30%,CA-50水泥分別為15%和2.5%。前者摻加減水劑,水用量為10%。后者用濃度為42.5%的磷酸做結合劑,用量13%:編號3和編號4為水玻璃鋁鎂質澆注料預制塊,其骨料和粉料為一級礬土熟料,小于8mm的骨料用量60%,粉料分別為30%和26%,制磚鎂砂粉10%,模數為2.8、密度為1.32g/cm³的水玻璃用量9%,后者加4%的鱗片石墨:編號5和編號6分別為低水泥和超低水泥高鋁質澆注料預制塊。預制塊的形狀,主要有方形、長方形拱形和環形等,均為特異形制品。
預制塊的分塊和尺寸,應根據爐子大小和襯體厚度而定,盡量減少型號,節約模板,便于管理和施工:吊裝筑爐的預制塊,單重以1~3t為宜。人工搬運和筑爐的預制塊,單重應不大于30Kg:預制塊的尺寸,長度和厚度方向分別以116mm和68mm為模數,選取適當的倍數,減去砌縫尺寸即為預制尺寸。爐頂預制塊的寬度依爐長而定,不得小于300mm。爐墻預制塊的高度應不小于400mm。兩塊預制塊的縫寬3~8mm。
在預制塊上遇有孔洞時,其胎膜應有1%~2%的斜度,且應方便拆除:大型預制塊應設置吊環,其頂端盡量遠離受熱面,間距應大于200mm,埋設深度100~200mm。隨著預制塊單重的增加,吊環鋼筋直徑也增大。
預制塊成型后,其養護制度與同材質的澆注料和可塑料相同:碼垛堆放時,預制塊間應墊木條,吊環向上,標志向外:預制塊吊裝筑爐時,其縫隙應采用同材質的耐火泥漿找平和填充飽滿。如遇有間隙過大時,應采用同材質的料找平,并敲打密實。