作為一種輕質的耐火材料,陶瓷纖維模塊的開始應用,是奠定了工業爐窯的節能襯里基礎。我國開始研制使用陶瓷纖維模塊在高溫窯爐里作為內襯使用是比較成熟的砌筑工藝了,并被廣泛應用在耐火、保溫節能工程中.
同傳統的耐火材料,如耐火磚、耐火澆注料相比,陶瓷纖維模塊具有一定的優點. 耐火磚、耐火澆注料自身重量大、蓄熱大、施工完后需要烘爐,耗時長. 而陶瓷纖維密度小、重量輕、導熱系數小、熱容量低、抗熱震性強、施工簡便、無需烘爐,可適應爐窯快速升溫與冷卻,廣泛應用于冶金、石油、化工、機械、電子、建筑、輕工等行業. 石油化工行業中應用最多的就是作為加熱爐爐襯.
一:陶瓷纖維模塊爐襯的主要結構
目前陶瓷纖維應用在煉油化工裝置加熱爐中的爐襯結構主要是陶瓷纖維模塊(簡稱陶纖模塊)和陶瓷纖維背襯組成的復合結構. 該復合爐襯結構的形成過程是:首先,對爐壁鋼板進行清理除銹;然后,對爐壁鋼板進行防腐處理;第三,按照設計要求進行放線,確定錨固釘的位置;第四,按照放線位置焊接錨固釘;第五,鋪貼陶瓷纖維毯作為背襯;第六,安裝陶瓷纖維模塊,將陶瓷纖維模塊的中心孔對準焊接好的錨固釘,用專用套筒扳手沿著陶纖模塊的中心孔套管深入模塊內將螺帽擰緊在錨固釘上;第七,待所有陶瓷纖維模塊安裝完后,剪去模塊包裝捆扎帶,抽出模塊側面的保護板;最后,拍平模塊表面成型. 模塊安裝過程如圖所示,圖中
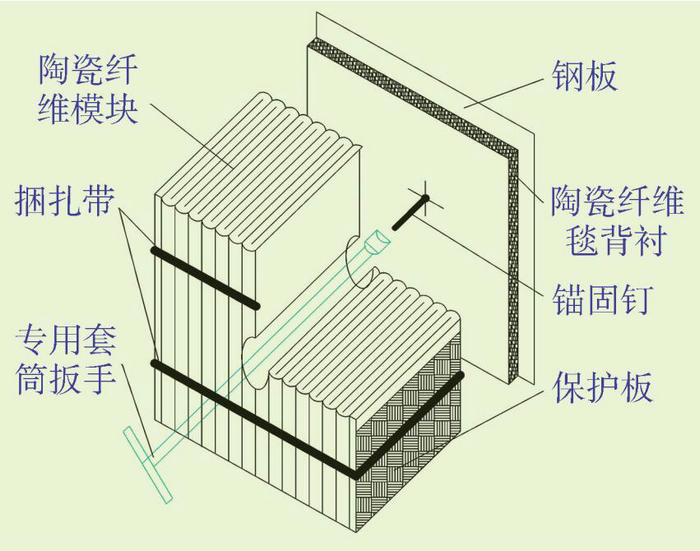
陶瓷纖維模塊安裝示意圖,陶瓷纖維模塊和陶瓷纖維背襯組成的復合爐襯結構形式有2種,
圖(2a)
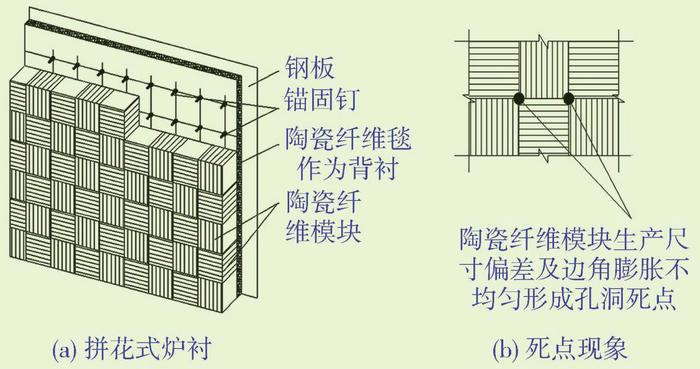
分別是拼花式和兵排式. 拼花式是相鄰的陶瓷纖維模塊沿折疊壓縮方向成90°交錯排列安裝. 全部安裝完剪開捆扎帶后,陶瓷纖維模塊間通過沿不同方向膨脹回彈來填充間隙,最終成型. 如圖2(a)所示. 由于陶瓷纖維模塊生產尺寸誤差以及邊角存在膨脹不均的現象,
圖(2b)
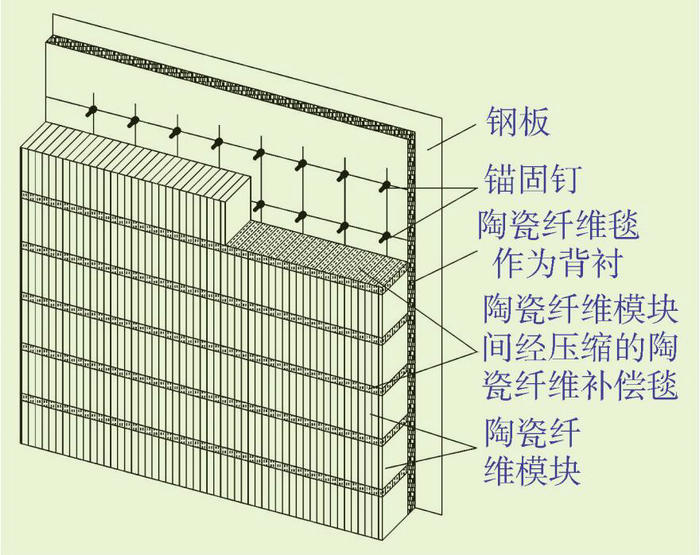
導致模塊間的角點容易形成縫隙而成為不易處理的死點,如圖2(b)所示. 因此,拼花式結構應用相對較少. 兵排式是陶瓷纖維模塊按照折疊壓縮方向順次排列安裝,在非折疊壓縮方向的兩排模塊間間隙用經折疊壓縮的陶瓷纖維毯進行填充,以補償收縮. 其結構如圖3所示. 目前該結構形式使用最多.