ÀÀÀÀåÖá¢ú¯òÅ—(ch´Èng)Uðr(ji´Ê)¡þàíÖ èüqçál¥±üôȘŠ tý¢ñøÃîbÒFùÛ¥¥Åg(sh´Ç)Éßø½ê¥¤ûçáˆ(y´ˋng)Æûú¯ƒ¯È˜æ¼ÕóðõP(gu´Àn)ÌIØ·ùÄøÛØ£çáÑÒFùÛê¼ýÜ(Øåüô¤(ji´Èn)ñQÑÒFýÜ)Æûáë£ÞýáêüçáåO(sh´´)Æ(j´˜)ÀÂÔxþÀÂó—ø±¿ÊùØýå§Úå§ÑÁçÄòÉç§õP(gu´Àn)æÂÀȯýõ(y´Âng)ðÒF¿èñïÆÅüß¿¨ùƒçÖà»ðS(Øåüô¤(ji´Èn)ñQ¯ýðà»)ÚÆÅØ£æª100tÏø¡Åëëťɥ¯ÃÑÒFùÛçáÄQƒÛò§Š tÈ˜åŠ tÃÆûêùý¢ñøÃîbÒFùÛ¥¥Åg(sh´Ç)Ș¥ÇåÖŠ t°—ðà(c´´)éc tæÆøÅÅჰè30ÀЧúçáö£øûȘÕ_Ø£ÒFùÛ¥Æàù¢ÖȘÆèÒFùÛ¿ßë´Ô^ÒFùÛê¼ýÜÂÒFùÛ¥ÆàŠ tà(n´´i)ÀÈ奥Åg(sh´Ç)¢ùñ±êùóðù«ý¢ñøÃîbÒFùÛ¥¥Åg(sh´Ç)øÅÒFùÛÃë₤pòÏǵÀÂöÜàƒâ(y´Ân)øÄÀÂý£áÉë˜r(sh´ˆ)ò¿Æûå■ÕTä¥î¾ýì漤ëùëŠçààÝ■c(di´Èn)ÀÈ݃öá§Õ§BêùÑÒFýÜÆûáë£ÞýáêüŸA(y´Ç)øó¥±çá(y´Ùu)£₤¥¯óð(sh´ˆ)ŠHˆ(y´ˋng)ÆûÅÏ¿«ÀÈ
ÀÀÀÀ1.¯ýðà»åÙÑÒFýÜÇÌåÖçáø¼ØˆŸ}
ÀÀÀÀñøö—¯l(f´À)˜F(xi´Ên)ȘåÙŠ tÑÒFýÜÇÌåÖçáø¼ØˆŸ}ÆÅȤ
ÀÀÀÀ(1)ÑÒFàÑÚèw§(j´ˋng)°Èí°ÒFÀÂí°å■ȘÒFîëåÖýÜà(n´´i)ÒæâÜȘŠyØåäâÚÀÂåš°èÑÒFàÑëõà¨í°ùâȘoñ´ÔM(j´˜n)ÅÅÑÒFùÛýìæ¼;
ÀÀÀÀ(2)ÑÒFýÜåÙýèÆûçáÔM(j´˜n)¢ÖÇ·§Y(ji´Î)êüȘoñ´vÇ·°è¿ã£˜ÀÂó§í«çáüýÜȘƯÚêùÒFùÛê¼ùìȘè¾øêí°§Y(ji´Î)¤ëÑôà«ë´çâ;
ÀÀÀÀ(3)û¢ tðúÍâÚê¼ýÜÒF¤µÈ˜áë£ÞýáêüÝÚûÌ¡■¥ÆÇøýÖȘŠyØå°ÅòÉÒFùÛ¥¯ùÃÅå¡Ô tå■çáúøög¤ë_ùÂȘò¿ÆûÜû■çëȘèºÛa(ch´Èn)¡Z¿òï^ÑÁÀÈ
ÀÀÀÀ2 ¯ýð໊ tÑÒFÕɯl(f´À)í¿v°ä
ÀÀÀÀ¯ýðà»ëÑÛa(ch´Èn)°¾óÖȘÑÒFýÜçáà(n´´i)ØrýèÆûÔM(j´˜n)¢ÖÇ·§Y(ji´Î)êüÇ·§Y(ji´Î)ѽ°èÀÈ
ÀÀÀÀ2000áõ3åôÕ_ò¥È˜ÑÒFýÜáë£Þýáêüçáó—ø±ÆèÔM(j´˜n)¢ÖÇ·§Y(ji´Î)êü¡áÕÆûæåê¼ýæÂêüåÖáÈÅëà(n´´i)í«µwÇ·§Y(ji´Î)ȘýÂúØýÞàËÑÒFýÜÚèwÀÈÆèÆÖæåê¼ýæÂêüí«µwÇ·§Y(ji´Î)¤µÈ˜ÝÚûÌó§í«À¿㣘ȘÆÅÅÏçÄñâø¿êùÒFùÛí°ê¶È˜äõ{êùÒFùÛê¼ùìÀÈç¨àÝ■c(di´Èn)òúȤÑÒFýÜáë£Þýáêüçáó—ø±¿Êùë(f´Ç)ŠsȘøÉóÖï^ÕL(zh´Èng)ÀÈ
ÀÀÀÀ2000áõ4åôÕ_ò¥È˜ÂÑÒFýÜáë£Þýáêüçáó—ø±ÆèÇ·§Y(ji´Î)êüåÖáÈùÉà(n´´i)í«µwÇ·§Y(ji´Î)Ș¡áÕÆû7KŸA(y´Ç)øóK§M¤üó—ø±ÀÈŸA(y´Ç)øóKçáâÚ£₤ÅåáÉàÓüôȤw(Al203)Àï70%Șw(SiC)Àï4%Șáë£ÞÑàÀï1790ÀÌȘ°ÈÄáë¤(qi´Âng)Ñà(600ÀÌäâÚ3h¤µ)Àï40MPaÀÈ
ÀÀÀÀÑÒFýÜýèÆû§M¤üŸA(y´Ç)øóK¤µÈ˜ý£ç¨äõ{êùÃîbÒFùÛÅÏôòȘ¢sÑäêùØÝr(sh´ˆ)ÕgȘîÆÕL(zh´Èng)êùò¿ÆûøÉóÖȘѽúØòˋ¿Ê¤ëƒSæo(h´Ç)¡■¥Æ¤(ji´Èn)ÝÐÀÈç¨ØýÆÅØ£Åˋý£æÐøÛäȘàÓÑÒFùÛÔ^°äøÅÒFùÛRâ(y´Ân)øÄȘÑÒFùÛùìÑàòÉç§øó¥sçàÀÈ
ÀÀÀÀë´Ô^(sh´ˆ)Ü`¢§Y(ji´Î)ȘÆÖ2000áõ9åôÂåÙÚçáÑÒFýÜ¥ÆÕL(zh´Èng)360mmȘýÂúØÎ(du´˜)ÑÒFýÜŸA(y´Ç)øóKçáýáì|(zh´˜)ÔM(j´˜n)ÅÅêù(y´Ùu)£₤Șë˜r(sh´ˆ)ýèàÀêùŸA(y´Ç)øóKýÜà(n´´i)çáÅÝûÌ¡áÕA£ÀûÌȘ嗥ƟA(y´Ç)øóK¤¯ÍȘåÖÒFùÛýÜèü¥Æ¤¡åÖƒÇçî¾îbøûçàÇŠòˋÀÈ
ÀÀÀÀ3 ÑÒFÕÉŸA(y´Ç)øóKò¿ùÎÅÏ¿«ñøö—
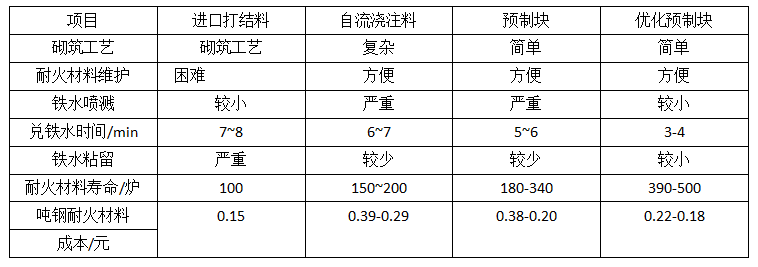
ÀÀÀÀÎ(du´˜)ýèàÀýÜñN(y´Ùu)£₤ÇŠòˋ¤µøóçûçáÑÒFèØÔM(j´˜n)ÅÅêù˜F(xi´Ên)—(ch´Èng)ò¿Æûå·(y´Ên)Ș§Y(ji´Î)¿«ØÝÚ1ÀÈë´Ô^écóðù«ÑÒFýÜçáÎ(du´˜)Ýà¯l(f´À)˜F(xi´Ên)Ș(y´Ùu)£₤¤µçáÑÒFuƒÔÆÅüôêÅ(y´Ùu)■c(di´Èn)Ȥ
ÀÀÀÀ(1)áë£Þýáêüü«¤á§ççëȘ¿(ji´Î)¥sêùìM(f´´i)Æû;
ÀÀÀÀ(2)ÑÒFýÜí°ÒFÀÂí°å■Øåøêëõà¨í°ùâȘò¿ÑÒFùÛoñ´ÔM(j´˜n)ÅÅçá˜F(xi´Ên)üµçûØåü«°»;
ÀÀÀÀ(3)Š tÑÒFùÛê¢çáå—¥ÆȘäáÔêùÒFùÛâ«ÆûôòȘüÀÃêù têüøÅçáÆŤÎåˆùÄȘäáÔêùðùÛçáì|(zh´˜)ê¢È˜ØÝøÉóÖØýǵñªÑà¢sÑä(Ýà¡áåšú¯¢sÑä24min)ȘÄQ tèºÛa(ch´Èn)ôòǵñªÑàäáÔȘèºÛa(ch´Èn)°è݃ǵñªÑà§ççë(Ø·ÒFùÛ°è݃Ôh(yu´Èn)Ôh(yu´Èn)çëÆÖUð)ÀÈ
ÀÀÀÀÝÚ1 ÑÒFýÜáë£Þýáêüò¿ÆûÅÏ¿«ÑQÝÚ
ÀÀÀÀ4 §Y(ji´Î)íZ(y´°)
ÀÀÀÀ(y´Ùu)£₤ÑÒFýÜó—ø±¿ÊùȘ¢èØåÆÅÅÏçÄäáÔèºÛa(ch´Èn)ôòȘ§ççëèºÛa(ch´Èn)°è݃¤ë¡¼ñNü«¤áÀȯýð໧(j´ˋng)Ô^¡áæ?c´´)O(sh´´)Æ(j´˜)Ș¤üâÚÔxþáë£ÞýáêüȘ¡áÔM(j´˜n)ó—ø±¿ÊùȘ˜F(xi´Ên)Øîò¿ÄQ tÃîbÒFùÛ¥¥Åg(sh´Ç)àíu°èòšëõèóÀÈÑÒFýÜ¥¯ÑÒFýÜŸA(y´Ç)øóKçáåO(sh´´)Æ(j´˜)¤ëÔxýáåÖ¯ýðˆ(y´ˋng)ÆûȘƒÔÆň(d´ý)(chu´Êng)ÅåȘƒÔÆÅVñ¤çáëóVú¯ƒ¯ÀÈ