
施工程序
胴體清掃——胴體、擋磚圈和護鐵安裝檢查——錨固件焊接及膨脹處理——支——澆注——養護及拆模、檢查。
施工注意事項
1.施工前檢查與確認
首先清理施工部位的灰塵等雜物,并與業主單位共同檢查窯口護鐵、擋磚圈燒損、胴體表面變形及氧化層情況,并要求業主共同確認。
對窯口護鐵出現的松動,進行重新緊固螺栓和調整擺放位置,燒損嚴重的建議進行更換。
對擋磚圈脫焊的重新進行處理,對燒損嚴重的擋磚圈進行更換(擋磚圈原則上不低于50)。
對筒體變形部位進行確認或拍照,對錨固件尺寸作相應處理。
對筒體已氧化部位錨固件的焊接要進行焊接點打磨。
2.錨固件焊接
焊接前,必須對錨固件材質和焊條品種進行確認并確保符合要求,焊接間距為200×200mm,“八字形”交錯焊接,并做好膨脹處理。需對窯胴體涂刷瀝青的,必須待瀝青干后方可進行澆注。
3.支模
尺寸要準確,支設要牢固,不得存在縫隙,以防在振搗過程中出現漏漿現象。
4.澆注料的攪拌、澆注
窯口澆注料需水量一般相對較小,需嚴格按說明書進行控制,以防影響質量。膨脹縫是在澆注過程中留設,切記不得遺漏,環向每800mm設置一道,縱向長度超過1m中間設置一道(尺寸:L×120mm×5mm)。在澆注料與耐火磚連接處,應做好防水措施(采用五合板或塑料紙隔開),以防耐火磚受潮和澆注料失水,澆注完畢后12h內不得轉窯。
施工規范
為確保烘烤中澆注料不發生炸裂等問題,施工中要留好排氣孔。
一次攪拌量應以15分鐘內施工完為一批量,攪拌的次序應分兩次進行:先加入骨料、粉料和結合劑進行干混,然后加80%的水,并根據澆注料的干濕情況加入余下的水。總加水量參照澆注料廠家提供的標準加水量進行控制,干混攪拌時間2分鐘,濕攪3分鐘。
鋪料層高度一般在300~400mm。當采用插入式振動棒時,澆注料厚度不應超過振動棒作用部分長度的1.25倍。
振搗時間應適當,當出現表面翻漿時停止振搗,振動棒不得觸及錨固件。振動棒插入與下層澆注料30mm以上,以使層與層之間聯結牢固,防止出現裂紋,并做到快插、輕拔、慢移動,以免造成空洞。
澆注料澆注完畢后12h內不得轉窯,業主在此時間內如需轉窯,應提前與施工單位溝通協商解決。
參照澆注料廠家提供的升溫曲線進行溫升控制。在升溫過程中,可根據實際情況將火適當拉長或將燃燒器適當向窯內推進,以避免直接在高溫點上。
當采用膠料時,加膠水量和水泥量應符合說明書要求。
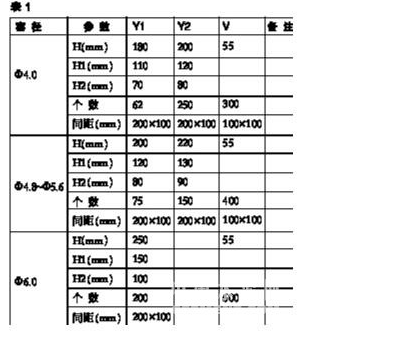
窯口錨固件型式與尺寸
不同窯口錨固件尺寸見表1。
錨固件焊接要點
錨固件與焊條選擇見表2。

焊接注意事項:加工用的不銹鋼焊條頭,不能長于4cm;焊縫必須飽滿,成型外表美觀,焊后檢查無裂紋;用A402焊條焊接窯口錨固件時,焊機電流控制120A(1±20%)范圍內;焊接結束需請業主進行焊接質量現場確認。